



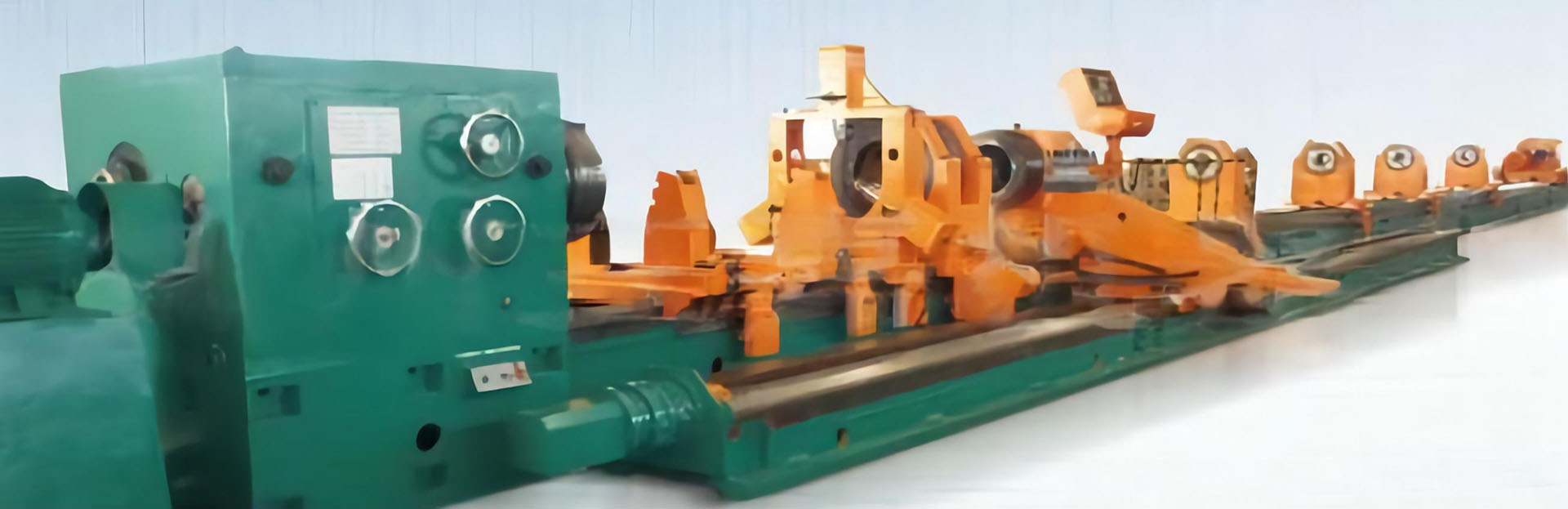
Tieflochdreh- und Bohrmaschine TCS2150
Bedienungsanleitung
Die Maschine ist mit Arbeitsspindelstock und Fahrkopf mit rotierender Bohr- / Bohrstange ausgestattet, sowohl Werkstück als auch Werkzeug können sich drehen, und das Schneidwerkzeug kann auch fixiert werden, nur Vorschub.
Darüber hinaus ist diese Maschine auch mit einem Werkzeugpfosten wie dem der Drehmaschine ausgestattet, so dass die Maschine die Funktion des Drehens des Außenkreises auf der Grundlage einer Tieflochbohr- und Bohrmaschine hinzufügt.Die Maschine ist eine Reihe von Produkten und kann auch verschiedene modifizierte Produkte nach Kundenwunsch liefern.
Die Maschine besteht aus Bett, Arbeitsspindelstock, Spannfutterlaterne, offener Lünette, Lünette, Öldruckkopf, schwingungsgedämpfter Lünette der Bohrstange, Fahrkopf mit rotierender Bohr-/Bohrstange, Kühlmitteleinrichtung, Elektrik, Hydraulik, Span Abziehvorrichtung, Schmiersystem, Drehstahlhalter etc.
Das Vierbackenfutter wird beim Bohren am Arbeitsspindelstock installiert, und beim Bohren werden zwei Kegelplatten verwendet, eine wird am vorderen Ende der Spindel am Arbeitsspindelstock installiert, eine andere am Öldruckkopf, den Kegelplatten sind viel bequemer für die Selbstzentrierung, im allgemeinen Zustand beträgt der Grad der Kegelplatten 15 °, die detaillierte Anforderung der Kegelplatten wird durch die Größe des Werkstücks bestimmt.Der Kunde kann auch die andere Klemmmethode wählen.Vor dem Öldruckkopf (Ölversorgungsvorrichtung) befindet sich eine Kegelplatte, und in den Kegelplatten befindet sich eine Führungsbuchse, die zum Führungsbohren / Bohrkopf verwendet wird. Diese Führungsbuchse muss beim Schneiden gewechselt werden Werkzeug geändert werden soll.
Technische Parameter
| Arbeitskapazität | Bereich des Bohrens Dia. | Φ40-Φ120mm |
| max.langweiliger Durchmesser | Φ500mm | |
| max.langweilige Tiefe | 1-16m | |
| max.Drehen Außendurchm. | Φ600mm | |
| Werkstück gespannt Dia.Bereich | Φ100-Φ660mm | |
| Spindel | Spitzenhöhe von Spindelmitte bis Bett | 630mm |
| Spindelbohrung Dia. | Φ120mm | |
| Kegel der Spindelbohrung | Φ140mm, 1:20 | |
| Bereich der Spindeldrehzahl | 16-270 U/min, 12 Arten | |
| Fahrkopf mit rotierender Bohrstange | Spindelbohrung Dia.des Fahrkopfes mit rotierender Bohrstange | Φ100mm |
| Konus der Spindelbohrung (Fahrkopf mit rotierender Bohrstange) | Φ120mm, 1:20 | |
| Drehzahlbereich (Fahrkopf mit rotierender Bohrstange) | 82-490 U/min, 6 Arten | |
| Füttern | Vorschubbereich (unendlich) | 0,5-450 mm/min |
| Eilganggeschwindigkeit des Wagens | 2m/Min | |
| Motoren | Hauptmotorleistung | 45KW |
| Motorleistung des Fahrkopfes mit rotierender Bohrstange | 30KW | |
| Motorleistung der Hydraulikpumpe | 1,5KW, n=1440U/min | |
| Eilgangmotorleistung des Schlittens | 5,5 KW | |
| Motorleistung zuführen | 7,5 KW (Servomotor) | |
| Motorleistung der Kühlpumpe | 5,5KWx3 + 7,5KWx1 (4 Gruppen) | |
| Motor der Z-Achse | 4KW | |
| Motor der X-Achse | 23 Nm (stufenlos) | |
| Andere | Nenndruck des Kühlsystems | 2,5 MPa |
| Ablauf des Kühlsystems | 100.200.300.600 l/min |