SRB Werkzeug, Honkopf, Honstange und Buchsen
SRB Pneumatische Werkzeuge

| SRB-Kopf | Langweiliger Stab | SRB-Kopf | Langweiliger Stab | SRB-Kopf | Langweiliger Stab |
| Φ35-37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
Betrieb: Das Werkzeug bewegt sich vorwärts zum Schälen und rückwärts zum Rollieren.
Mit 2 Gruppen von Einsätzen am oberen Ende kann eine hohe Maßgenauigkeit und eine gute Formkontrolle erreicht werden.
Mit 4 Gruppen von Führungspads kann eine hervorragende Führung und ein ausgewogenes Schälen erreicht werden.Verhindern Sie auch das Kratzen an der Lochoberfläche.Die Einsätze werden pneumatisch gesteuert zurückgezogen.
Besonderheit:
Zur Bearbeitung verschiedener Rohre, einschließlich kaltgezogener nahtloser Stahlrohre, geschweißter kaltgezogener Rohre, warmgewalzter Stahlrohre und gegossener Stahlrohre.
Passen Sie einfach und schnell die Größe von Einsätzen, Führungsleisten und Rollen an.Stellen Sie die Kartusche nach Abschluss der Verarbeitung pneumatisch ein, um eine Beschädigung der Lochoberfläche zu vermeiden.
Übernahme des Designs mit hoher Effizienz, Kombination von feinem Schälen und Rollieren und Erreichen einer einmaligen Bearbeitung.Es verleiht dem Fuß eine lange Lebensdauer und hat eine hohe Effizienz von 20-mal herkömmlicher Honmaschine und 5-10-mal gewöhnlicher Bohrmaschine.
Nach Abschluss der Bearbeitung steigt die Oberflächenhärte um etwa 30%, die Präzision beträgt bis zu IT8, die Oberflächengüte beträgt bis zu Ra0,05-0,2μm.
Um die kompatible Präzision zu verbessern, die Verschleißfestigkeit zu erhöhen und die Lebensdauer von Ersatzteilen zu verlängern.Nach dem Rollieren wird der Ölzylinder korrosionsbeständig und verschleißfest und erreicht eine gute Oberflächengüte, die die Lebensdauer des Dichtungsrings oder der Dichtungsteile verlängert.
SRB Hydraulische Werkzeuge

| SRB-Kopf | Langweiliger Stab | SRB-Kopf | Langweiliger Stab | SRB-Kopf | Langweiliger Stab |
| Φ35-37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
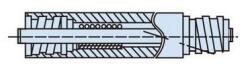
Funktionsweise: Am oberen Ende befindet sich ein Schruppbohrkopf mit drei Gruppen von Wendeschneidplatten (mechanische Spannung) und drei Gruppen von Hartmetall-Führungsleisten.Schruppbohrkopf schneidet das meiste Material ab, dahinter mit schwimmendem Schälkopf, in dem drei Gruppen (sechs Stück) feiner Einsätze installiert sind.Der Schälkopf reduziert Wellenspuren und korrigiert die Abweichung auf der Oberfläche.Der hintere Teil des Werkzeugs ist ein Rollierkopf mit 6-40 Rollen, die an der Innenwand des Stamms arbeiten, wodurch die glatte Oberfläche geformt und das bessere Profil erhalten werden kann.Nach Abschluss der Bearbeitung wird der Schäleinsatz unter hydraulischer Steuerung geschrumpft, während die Walze ebenfalls zurückgezogen werden kann, um eine Beschädigung der Lochoberfläche zu verhindern.
Merkmale
Bearbeitung von kaltgezogenen nahtlosen Stahlrohren, geschweißten kaltgezogenen Rohren, Warmwalzenrohren und Gussrohren.
Passen Sie die Größe von Einsätzen, Führungsleisten und Rollen einfach und schnell an.Nach Abschluss des Vorgangs werden Schälkartusche, Führungsleiste und Rolle schnell zurückgezogen, wodurch die Lochoberfläche wirksam vor Beschädigungen geschützt wird.
Die Übernahme des Designs mit hoher Effizienz, die Integration von fünf Verfahren in einen einmaligen Prozess, um einen großen Materialabtrag zu entfernen, was die Produktivität erheblich verbessert, da sie das 20-fache einer herkömmlichen Honmaschine und das 5- bis 10-fache einer gewöhnlichen Tieflochbohrmaschine ist, und verlängert gleichzeitig die Nutzungsdauer von Werkzeug.
Nach der Bearbeitung erhöht sich die Oberflächenhärte um ca. 30 %, die Genauigkeit liegt bis IT8 darüber.Rauheit ist bis zu Ra0.05-0.2μm.
Nach der Bearbeitung erhöht sich die Oberflächenhärte um ca. 30 %, die Präzision liegt bei IT8 darüber.Rauheit ist bis zu Ra0.05-0.2μm.
Um die kompatible Präzision zu verbessern, die Verschleißfestigkeit zu erhöhen und die Lebensdauer von Ersatzteilen zu verlängern.Nach dem Rollieren wird der Ölzylinder korrosionsbeständig und verschleißfest, erreicht eine hervorragende Oberflächengüte und verlängert die Lebensdauer des Dichtungsrings oder der Dichtungsteile.
Tieflochhonen Typ MS
Dieser Honkopf dient zur Fertigbearbeitung von Tieflochwerkstücken.
| Honkopf | Abziehstange | Honkopf | Abziehstange |
| Φ38-49,9 | Φ35 | Φ200-349,9 | Φ100 |
| Φ50-79,9 | Φ45 | Φ350-499,5 | Φ130 |
| Φ80-119,9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Abziehstange
Die Honstange besteht aus einer externen Stange und einem Kernpol, mit denen die Länge der Honstange zwischen 1 m, 1,2 m, 1,5 m und 2 m eingestellt werden kann, um sie an unterschiedliche Maschinen und unterschiedliche Anforderungen anzupassen.Die Übereinstimmung von Honkopf und Honstange entnehmen Sie bitte der obigen Tabelle.
Bohr-/Bohrstange
Diese Bohr-/Bohrstange kann mit einem Bohr-/Bohr-/Roll-/Trepanierkopf verbunden werden, die Länge der Stange könnte 0,5 m, 1,2 m, 1,5 m, 2 m usw. betragen, um verschiedene Maschinen anzupassen.

Büsche und Zubehör
Zubehör für Kegelbuchsen

Wir können die professionellen Tieflochschneidwerkzeuge nach den speziellen Anforderungen des Kunden herstellen, z. B. Steigwerkzeug, Formwerkzeug usw.