




Tieflochbohrmaschine TK2150
I. Grundlegende Prozessleistung der Maschine
1) Diese Maschine kann zum Trepanieren der Innenlöcher verwendet werden.
2) Während der Bearbeitung dreht sich das Werkstück, das Schneidwerkzeug wird vorgeschoben und Schneidflüssigkeit gelangt durch die Kernbohrstange in den Schneidbereich, um den Schneidbereich zu kühlen und zu schmieren und die Metallspäne abzutransportieren.
3) Beim Kernbohren dient das hintere Ende der Kernbohrstange zur Ölzufuhr und das Ende des Öldruckkopfes zum Schneiden.
6) Die Bearbeitungsgenauigkeit der Werkzeugmaschine:
Trepanieren: Aperturgenauigkeit IT9-10.Oberflächenrauheit: Ra6,3
Geradheit der Bearbeitungslöcher: weniger als 0,1/1000 mm
Auslassabweichung des Bearbeitungslochs: weniger als 0,5/1000 mm
II.Wichtigster technischer Parameter
Trepanning-Durchmesser……………………………φ200-φ300mm
Max.Trepanierungstiefe………………………… 6000 mm
Spanndurchmesser des Werkstücks………… φ200~φ500mm
Spindelbohrung ………………………………… φ130 mm
Konus am vorderen Ende der Spindel des Spindelstocks … metrisch 140 #
Spindelgeschwindigkeitsbereich………………3,15–315 U/min
Vorschubgeschwindigkeit……………………… 5~1000mm/min, stufenlos
Eilfahrgeschwindigkeit des Sattels ……… 2000 mm/min
Hauptmotor………… 30 kW (dreiphasiger Asynchronmotor)
Vorschubmotor……………………………N=7,5 kW (Servomotor)
Hydraulikpumpenmotor………………… N=2,2 kW, n=1440 U/min
Kühlmittelpumpenmotor… N=7,5 kW (2 Sätze eingebetteter Kreiselpumpen)
Nenndruck des Kühlmittelsystems………0,5 MPa
Kühlmittelfluss…………………………………300.600 l/min
Gesamtgröße der Maschine …………1700 mmⅹ1600 mmⅹ1800 mm
III.Leistung und Eigenschaften der Maschine:
Die CNC-Kegelbohrmaschine TK2150 ist eine Spezialwerkzeugmaschine für die Bearbeitung zylindrischer Tieflochteile.
Während des Kernbohrvorgangs wird Kühlmittel vom hinteren Ende der Kernbohrstange zugeführt und das Ende des Öldruckkopfes ist mit einer Laterne zum Schneiden ausgestattet.Geeignet für die Massenproduktion, kann aber auch für die Einzelstück- und Kleinserienfertigung eingesetzt werden.
IV.Hauptstruktur der Maschine
1) Die Werkzeugmaschine besteht aus Hauptkomponenten wie dem Bett, dem Spindelstock, dem Sattel, dem Sattelvorschubsystem, der Lünette, der Schwingungsdämpfer-Lünette der Kernbohrstange, dem Kühlsystem, dem elektrischen System, der Vorrichtung zur Entfernung von Metallspänen usw.
2) Das Bett, der Sattel, der Sattel, der Kasten, der Öldruckkopf, der Träger und andere Komponenten bestehen alle aus hochfestem Gusseisen und einer Harzsandform, was eine gute Steifigkeit, Festigkeit und Genauigkeitserhaltung der Werkzeugmaschine gewährleistet.Das Bett verfügt über eine international fortschrittliche Ultra-Audio-Abschreckung mit einer Abschrecktiefe von 3–5 mm und HRC48–52, die eine hohe Verschleißfestigkeit aufweist.
(1) Bett
Das Bett der Werkzeugmaschine besteht aus einer Kombination von drei Bettkörperteilen.Der Bettkörper ist eine Struktur mit drei geschlossenen Seiten und geneigten Rippenplatten und besteht aus hochwertigem Gusseisen HT300 mit guter Steifigkeit.Die Breite der Bettführungsschiene beträgt 800 mm. Dabei handelt es sich um eine flache und eine V-förmige Führungsschiene mit hoher Tragfähigkeit und guter Führungsgenauigkeit.Die Führungsbahn wurde einer Abschreckbehandlung unterzogen und weist eine hohe Verschleißfestigkeit auf.In der Nut der Bettführung ist eine Vorschubkugelumlaufspindel installiert, die an beiden Enden von Halterungen getragen wird und in der Mitte von zwei Schlepprahmen unterstützt wird.Der Schlepprahmen kann sich entlang der Führungsbahn am Boden der Nut bewegen und seine Bewegung und sein Stoppen werden durch die Zugplatte und die Rollen am Sattel gesteuert.An der Vorderwand des Bettes befindet sich eine T-förmige Nut, die mit einem Sitz mit festem Abstand der Vibrationsdämpferstütze der Bohrstange und einem Sitz mit festem Abstand des Sattels ausgestattet ist, um die Position der Vibrationsstütze von Bohrstange und Sattel zu steuern.Die Vorderwand des Bettes ist mit Zahnstangen ausgestattet, die mit den Zahnrädern der manuellen Vorrichtung zum Bewegen der Lünette, des Supports und der Schwingungsdämpfer-Lünette der Bohrstange kämmen.
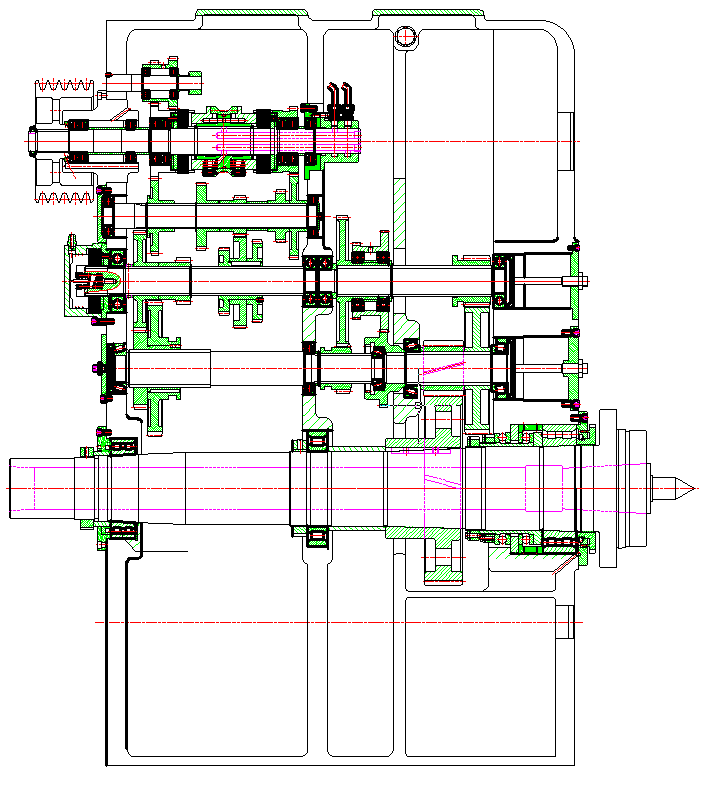
(2) Spindelstock:
Die Spindelbohrung ist am linken Ende des Betts befestigt und hat einen Durchmesser von 130 mm.Der Spindelstock wird von einem 30-kW-Motor angetrieben und die Spindeldrehzahl beträgt 3,15–315 U/min durch mehrstufige Untersetzung und manuelle Hoch- und Tiefgangschaltung.Installieren Sie ein Vierbackenfutter am Spindelende des Spindelstocks, um das Werkstück einzuspannen.
Der Spindelstock ist mit einem unabhängigen Schmiersystem ausgestattet, um eine starke Schmierung für verschiedene Lager und Zahnradpaare zu gewährleisten
(3)Sattel und Reisekopf
Der Fahrkopf ist am Sattel befestigt, und während des Vorschubs treibt der Fahrkopf (an der Rückseite des Betts befestigt) die Schraube in Drehung, wodurch sich die am Sattel befestigte Mutter axial bewegt und den Sattel zum Vorschub antreibt.Wenn sich der Sattel schnell bewegt, treibt der schnelle Motor hinter dem Sattel den Geschwindigkeitsminderer in Drehung, wodurch sich der Sattel schnell bewegt.
Der Reisekopf ist am Sattel befestigt.Die Hauptaufgabe besteht darin, die Bohrstange festzuklemmen und durch den Sattel vorwärts und rückwärts zu treiben.
(4)Futterbox
Der Futterkasten ist am Ende des Bettes installiert und wird von einem AC-Servomotor angetrieben.Die Abtriebsachse kann eine stufenlose Geschwindigkeitsregulierung von 0,5–100 U/min erreichen.Die Schmierung im Inneren des Kastens erfolgt über eine Kolbenpumpe, die über eine Nocke angetrieben wird.An der Verbindung zwischen Abtriebswelle und Schnecke befindet sich eine Sicherheitskupplung, die Einrückkraft kann über Federn eingestellt werden.Bei Überlastung löst sich die Kupplung und ein Mikroschalter wird ausgelöst, der ein Signal zum Anhalten des Sattels sendet (Fehleranzeigeleuchte wird angezeigt).
(5)Lünette und Werkstückauflage
Die Lünette nutzt drei mit Wälzlagern ausgestattete Rollen als Auflage für das Werkstück.Die unteren beiden Rollen werden auf der Halterung platziert und die Halterung bewegt sich entlang der Führungsbahn, um das Werkstück zu stützen.Die vorderen und hinteren Halterungen können durch die Kugelumlaufspindel bewegt werden, während die obere Rolle auf der Führungsstange montiert ist, die sich entlang des Führungslochs bewegt.Nach Fertigstellung der Stütze muss die Führungsstange mit Schrauben befestigt werden.
Als Arbeitsfläche ist der Wagenheber mit zwei Rollen mit Wälzlagern ausgestattet.Die Rollen werden auf dem Wagenheber platziert und der Wagenheber bewegt sich entlang der Führungsbahn, um das Werkstück zu stützen.Die vorderen und hinteren Wagenheber können gleichzeitig über positive und negative Leitspindeln bewegt werden, und die Ausrichtung der beiden Rollen kann über die vordere Einstellhülse eingestellt werden.Nach dem Abstützen müssen sowohl die Heber als auch die Führungsstange mit Schrauben befestigt werden.
(6)Schwingungsdämpfer der Bohrstange:
Die Vibrationsdämpferstütze dient als Hilfsstütze für die Kernbohrstange.Bei schlanken Bohrstangen ist es notwendig, die Anzahl der Stützen entsprechend zu erhöhen.Seine Bewegung entlang der Bettführungsbahn wird durch einen Schlitten angetrieben oder kann auch durch eine manuelle Vorrichtung angetrieben werden.Diese Werkzeugmaschine ist mit einem Satz Schwingungsdämpfer und Stützen für die Bohrstange ausgestattet.
(7)Kühlsystem:
Das Kühlsystem befindet sich hinter der Werkzeugmaschine und besteht im Wesentlichen aus einem Öltank, einer Pumpstation, einer Ölleitung, einem Spänelagerwagen und einer Ölrücklaufnut.Die Funktion des Kühlmittels besteht darin, Metallspäne zu kühlen und zu entfernen.