CH61200L CNC-Drehzentrum mit C-Achse
Kurzanleitung
Diese Maschine ist mit einer C-Achse, einer Vorschub-X- und Z-Achse, drei Achsen verbunden und kann mit Multifunktion und hoher Schneideffizienz zusammen bewegt werden.
Gepaart mit SIEMENS 828D CNC-System.
Zwei Gänge mit Spindelgeschwindigkeit und stufenlose Geschwindigkeit innerhalb der Gänge, hydraulische Gangschaltung, gleichmäßiges Schneiden mit Liniengeschwindigkeit.Der Hauptspindelmotor ist ein SIEMENS 37KW AC-Servomotor, verringert die Geschwindigkeit und erhöht das Drehmoment durch Zahnräder, die Spindeldrehzahl beträgt 5-200 U / min.
Die C-Achse wird durch einen hochpräzisen AC-Servomotor und eine hydraulische automatische Verriegelung indexiert und verwendet ein kreisförmiges Gitter zur Erkennung der tatsächlichen Position.Die X-Achse verwendet einen SIEMENS-Wechselstrom-Servomotor und ein hochpräzises Kugelumlaufspindelpaar, um die seitliche Bewegung zu realisieren. Die Z-Achse verwendet einen hochpräzisen SIEMENS-Wechselstrom-Servomotorantrieb, um sich in Längsrichtung zu bewegen. Sowohl die X- als auch die Z-Achse sind mit dem Gitter zur Erkennung der tatsächlichen Position ausgestattet. Closed-Loop-Steuerung, mit guter Positioniergenauigkeit und wiederholter Positioniergenauigkeit
Nutzung der Maschine
Dies ist eine hocheffiziente Schneidemaschine, die zum Schneiden von Gusseisen, Stahl und Nichteisenmetallen mit Werkzeugen aus Schnellarbeitsstahl und Hartlegierung geeignet ist.Es kann Außenkreis drehen, Stirnfläche schneiden, Nut schneiden, abschneiden, Innenloch schneiden, Keilnut fräsen, Spiralnut fräsen, bohren und gewindeschneiden.
Skizze des Werkstücks:
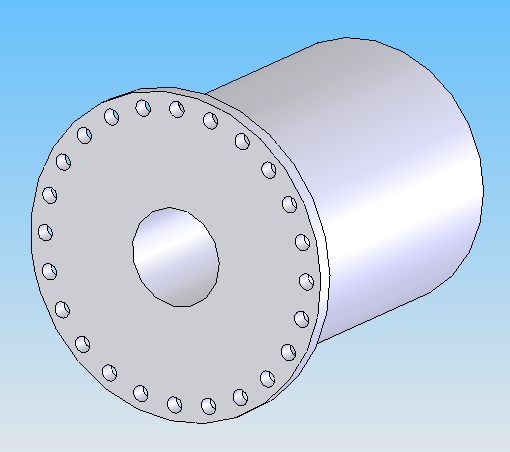

Keilnut fräsen

Fräsgewinde mit wechselnder Steigung
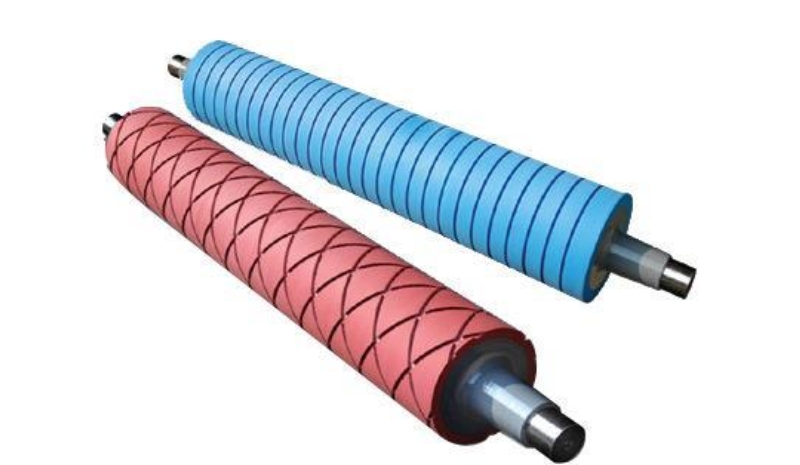
Spiralnut fräsen, Schuppenmuster
Parameter und Kapazität
| Breite der Führungsbahn | 1100mm |
| max.Schwingdurchmesser über Bett | φ2040mm |
| max.Schwenkdurchmesser über Werkzeugpfosten | Ø1500mm |
| max.Werkstücklänge | 12000mm |
| max.Werkstückgewicht zwischen Mitte | 10T |
| Hauptübertragung | |
| Vorderes Lager der Spindel | Ø220mm |
| Spindeldrehzahlbereich | 5-200 U/min |
| Durchmesser der Spindelbohrung | Ø130mm |
| Vorderer Kegel der Spindelbohrung | metrisch Nr.140 |
| Hauptmotorleistung, Servomotor | 37KW |
| Spez.des Spindelendes | 1:30 |
| Feed-Übertragung | |
| Verfahrweg der X-Achse | 85mm |
| Verfahrweg der z-Achse | 11800mm |
| Eilganggeschwindigkeit der x-Achse | 4m/Min |
| Eilganggeschwindigkeit der z-Achse | 4m/Min |
| Drehmoment des Servomotors auf der x-Achse | 27Nm |
| Drehmoment des Servomotors auf der Z-Achse | 36Nm |
| Horizontaler Power Revolver mit 8 Positionen | 0.5.473.532.8 |
| Abschnittsgröße des Werkzeugschafts | 32 mm x 32 mm |
| Reitstock | |
| Pinolendurchmesser des Reitstocks | Ø260mm |
| Quill reisen | 300mm |
| Kegelloch der Feder | metrisch Nr.80 |
| Hilfslünette (2 Sätze) | |
| Geschlossene Lünette | φ400-φ700mm |
| Futter | |
| Vierbackenfutter | Ø1600mm |
| C-Achse | |
| max.Drehmoment im gespannten Zustand | 3000Nm |
| Positioniergenauigkeit der C-Achse | 36″ |
| Positioniergenauigkeit der C-Achse wiederholen | 18″ |
Hauptstruktur
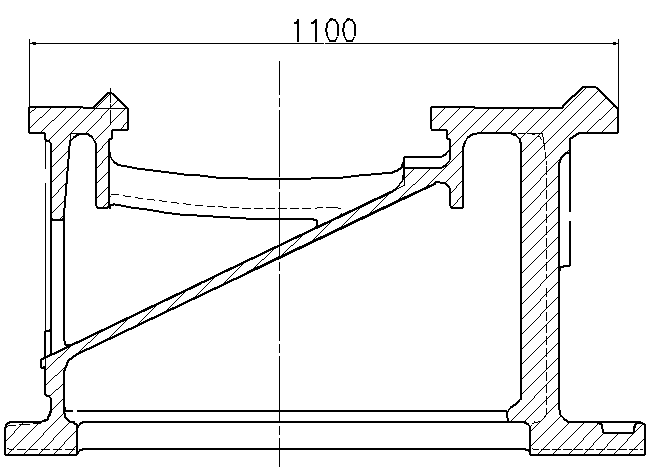
1) Bett
Das Bett ist ein Bodenbett mit einer Breite von 1100 mm und einem hochfesten Harzsandguss.Das Material ist HT300.Das Bett hat die Vorteile einer starken Steifigkeit, einer großen Tragfähigkeit und einer guten Stabilität
Die Führungsbahn besteht aus einem Berg und einer flachen Struktur, die Härte der Führungsbahn liegt über HRC52, eine dicke Härtetiefe ist hilfreich, um geschliffen zu werden.
Der innere Hohlraum des Bettkörpers ist mit einer W-förmigen Verstärkungsrippe versehen, die die Steifigkeit des Maschinenbetts erheblich verstärkt und die Verformung aufgrund des Lagergewichts verringert.
Nach dem Altern des Bettgusses kann es die Restspannung im Gussteil entfernen und die Freisetzung der Restspannung bei der Verarbeitung und Verwendung der Maschine verringern.
Auf der Rückseite des Betts befinden sich schräge und gewölbte Löcher, die zur Späneentfernung verwendet werden.Späne, Kühlmittel, Schmieröl usw. werden direkt in die Spänewanne abgeführt.So ist die Spanreinigung bequem und die Kühlflüssigkeit kann recycelt werden
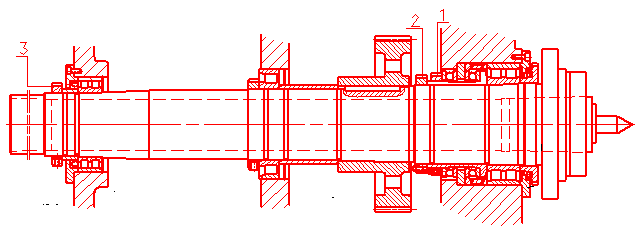
2) Spindelstock
Die Spindel nimmt eine Dreipunktstütze an, wobei das vordere Ende als festes Ende, das mittlere und hintere Ende als bewegliches Ende, das vordere und hintere Ende als Hauptstütze und die Mitte als Hilfsstütze dienen.Die axiale Positionierung wird am vorderen Ende der Spindel eingestellt, so dass die Spindel nach dem Erhitzen nach hinten ausfährt, wodurch der Einfluss der thermischen Ausdehnung der Spindel auf die Genauigkeit der Werkzeugmaschine eliminiert wird.
Der Hauptantrieb der Drehmaschine erfolgt über einen Siemens AC-Spindelmotor über Riemenscheibe, Getriebe und vierstufige hydraulische Schaltautomatik.Der konstante Drehmomentbereich der Spindel ist groß und es kann ein Schneiden mit konstanter linearer Geschwindigkeit realisiert werden.Das Spindellager ist ein Speziallager mit hoher Präzision und starker Steifigkeit.
Der Spindelstock wird durch starkes Öl geschmiert, und die Spindelstockzahnräder und -lager werden durch eine spezielle Ölpumpe geschmiert.Das vordere Ende der Spindel nimmt die doppelte Dichtungsstruktur aus Labyrinth und Schlitz an, die wirksam verhindern kann, dass Öl austritt und Fremdkörper in den Spindelstock gelangen.
3):Werkzeugpfosten
Nehmen Sie den deutschen SAUTER 8-Positionen-Horizontalrevolver 0.5.473.532.8 an, dieser Revolverkopf hat die Funktion, Außenkreis, Stirnfläche und Gewinde zu schneiden sowie zu fräsen, zu bohren und zu gewindeschneiden.Dieser Revolver wird von einem darauf installierten SIEMENS-Servomotor angetrieben und mit dem folgenden Zubehör kombiniert.
| Ser.NEIN. | Name | Typ | Menge |
| 1 | Leistungsturm | 0.5.473.532.8 | 1 |
| 2 | Schneidkopf | 0.5.901.032/077790 | 1 |
| 3 | 0-Grad-Trennschleiferhalter | 0.5.921.106-117859 | 1 |
| 4 | 90-Grad-Trennschleiferhalter | 0.5.921.206-117866 | 1 |
| 5 | Außenkreisschneidehalter | B2-60X32X60-113908 | 2 |
| 6 | Halter für Innenkreisschneidemesser | E2-60X50-113961 | 2 |

4) Z- und X-Achse:
Der Durchmesser der Kugelumlaufspindel der X-Achse beträgt φ40x5, die Z-Achse wird von Zahnstange und Zahnrad angetrieben, das Zahnmodul beträgt m = 5, und die Z-Achse übernimmt die vollständige Regelung im geschlossenen Regelkreis durch Grating-Lineal-Feedback
5) Reitstock
Reitstock besteht aus Oberteil und Unterteil, Pinole und Pinolenmittellinien-Einstellorganisation sind im Oberteil installiert.Die Bewegung des Reitstocks wird motorisch angetrieben.Die Pinole des Reitstocks kann sich drehen.
6) Schmiersystem
Die Schmierung von Lagern im Spindelstock, Zahnrädern und Lagern im Spindelstock und anderen Gehäusen wird von der Spezialpumpe geliefert, die Schmierung der Lager der Kugelumlaufspindel und jeder Schmierpunkt der Maschine übernimmt intermittierende und konzentrierte Schmierung, und die Schmierzeit ist einstellbar, so dass es verhindert wirksam die Verschwendung von Schmieröl und kann die Dynamik der Maschine und die Lebensdauer der Führungsbahn und des Kugelgewindetriebs wirksam verbessern.
Hydrauliksystem
Das Hydrauliksystem wird für die automatische Änderung der Spindeldrehzahl und die Zwangskühlung der Zahnräder im Spindelstock sowie für die automatische Sperre der C-Achse verwendet.
7) C-Achse
Die C-Achse wird von einem Servomotor angetrieben, kann automatisch in den Übertragungsmodus von Spindel und C-Achse umschalten, die Rückseite der Spindel ist mit einem hochpräzisen kreisförmigen Gitter der C-Achse und einem Bremsdämpfungsmechanismus ausgestattet.Mit vollständigem Closed-Loop-Messsystem.
Genauigkeit der Maschine
| Beenden Sie das Schneiden des Außenkreises | 0,005 mm |
| Bearbeitungskonstanz auf 300 mm Länge | 0,03 mm |
| Ebenheit des Fertigschneidens, | |
| auf Durchmesser 300mm | 0,025 mm, konkav |
| X-Achse | |
| Positioniergenauigkeit | X ≤ 0,03 mm |
| Positioniergenauigkeit wiederholen | X ≤ 0,012 mm |
| Z-Achse | |
| Positioniergenauigkeit, auf 10000 mm Länge | X ≤ 0,13 mm |
| Positioniergenauigkeit wiederholen | X ≤ 0,05 mm |
| C-Achse | |
| Positioniergenauigkeit | 36" |
| Positioniergenauigkeit wiederholen | 18" |